定量給料機各階段的安裝技術(shù)參考
定量給料機的安裝一般按下列幾個(gè)階段進(jìn)行:
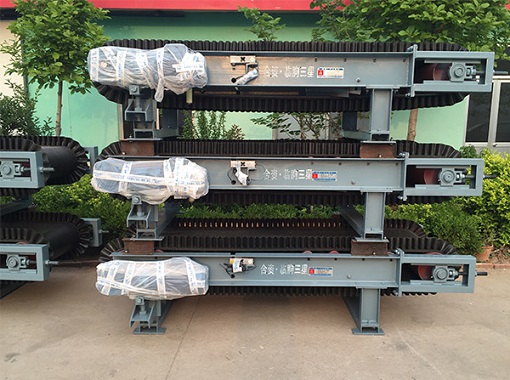
一、安裝帶式給料機機架。機架的安裝從頭架開(kāi)始,然后依次安裝各節的中間機架,末后安裝尾架。安裝機架之前,首先拉動(dòng)給料機全長(cháng)的中心線(xiàn)。由于保持給料機的中心線(xiàn)在一條直線(xiàn)上是輸送帶正常運行的重要條件,因此安裝每個(gè)機架時(shí),必須與中心線(xiàn)對齊,同時(shí)必須建造機架以進(jìn)行調平。機架到中心線(xiàn)的允許誤差為每米機器長(cháng)度±0.1mm。但是,給料機全長(cháng)上的機架中心誤差不得超過(guò)35mm。安裝并對齊所有單節后,可以連接每個(gè)單節。
二、托輥的安裝在機架、傳動(dòng)裝置和張緊裝置安裝后,可以安裝上下托輥的托輥架,使輸送帶具有緩變圓弧,彎曲段托輥架的間距為正常托輥架間距的1/2~1/3。惰輪安裝后,其旋轉應靈活、輕便。
三、定量給料機的終端找正是為了保障輸送帶一直在托輥和托輥的中心線(xiàn)上運行。安裝托輥、機架和滾輪時(shí),必須滿(mǎn)足以下要求:
1、所有惰輪必須對齊,相互平行,并保持水平。
2、所有輥子對齊并相互平行。
3、支撐結構框架必須筆直、水平。因此,在安裝驅動(dòng)滾筒和惰輪架后,應終端對齊給料機的中心線(xiàn)和水平。
四、安裝驅動(dòng)裝置。安裝驅動(dòng)裝置時(shí),必須注意,帶式給料機的驅動(dòng)軸垂直于帶式給料機的中心線(xiàn),因此驅動(dòng)滾筒寬度的中心與給料機的中心線(xiàn)重合,減速器的軸與驅動(dòng)軸平行。同時(shí),應將所有軸和滾輪調平。根據給料機的寬度,軸的水平誤差允許在0.5-1.5mm范圍內。安裝驅動(dòng)裝置時(shí),可以安裝尾輪等張緊裝置。張緊裝置的滾筒軸應垂直于帶式給料機的中心線(xiàn)。
五、然后將機架固定在基礎或地板上。定量給料機固定后,可以安裝進(jìn)料和卸料裝置。
六、掛輸送帶掛輸送帶時(shí),先將帶條放在空載段的托輥上,圍繞傳動(dòng)滾筒,再放在重載段的托輥上。可使用0.5-1.5t手動(dòng)卷?yè)P機懸掛板條。連接張緊皮帶時(shí),應將張緊裝置的滾筒移動(dòng)到限度位置,并將小車(chē)和螺旋張緊裝置拉向傳動(dòng)裝置;垂直撿拾裝置應使滾筒移動(dòng)到頂部。在拉緊輸送帶之前,應安裝減速器和電機,并在傾斜的給料機上安裝制動(dòng)裝置。
七、帶式給料機安裝完畢后,需進(jìn)行空轉試驗。在空轉試驗過(guò)程中,注意傳送帶運行過(guò)程中是否存在偏差、驅動(dòng)部件的工作溫度、運轉過(guò)程中空轉的活動(dòng)性、清潔裝置與導板和傳送帶表面之間的接觸緊密性等。同時(shí),進(jìn)行適量調整。只有在所有部件正常后才能進(jìn)行負載運行試驗。如果使用螺旋式張緊裝置,當機器帶負荷運行時(shí),應再次調整其松緊度。皮帶輪不水平,導致傳送帶偏離。如果安裝超出公差,停止機器并將其調平;如果滾筒外徑的加工偏差過(guò)大,應重新加工滾筒的外圈;滾筒表面的粘合材料會(huì )使輸送帶偏離,因此應經(jīng)常清潔這些材料;一旦傳送帶加載,它將偏離,應改變進(jìn)料口的位置進(jìn)行調整;當卸載定量給料機的皮帶時(shí),可以通過(guò)添加材料來(lái)糾正偏差。這種現象通常是由于初始張力過(guò)大引起的,可以適當調整。

 魯公網(wǎng)安備37072402371499號
魯公網(wǎng)安備37072402371499號
業(yè)執照信息公示")